|
Excelente comportamiento sumergida permanente o alternadamente en agua.
- Resistente a perforación por raíces.
- No es atacada por roedores.
Estas propiedades son obtenidas por la :
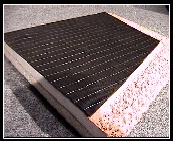
a) Estructura de la membrana
Está formada por una capa superior constituída por un film de polietileno de
30 micrones, que tiene como única función facilitar las condiciones
operativas durante el proceso de fabricación. La capa inferior está
constituída por ECB, (mezcla de acrilato butílico y etileno y bitumen de
especiales características importado de Alemania) con armadura central
conformada por un manto de fibras de vidrio de 50 g/m², obtenido por el
proceso de fabricación más avanzado, que garantiza un producto absolutamente
plano y le confiere al conjunto estabilidad dimensional.
b) Resistencia de la unión por soldadura termoplástica
Este método ha demostrado ser mucho más seguro que el de unión con adhesivos
o con aporte de materiales termoplásticos, etc. La soldadura termoplástica
se efectúa en una sola operación, con máquinas eléctricas, manuales o
automáticas, generadoras de corrientes de aire caliente. El material se
funde entre sí, a alrededor de 170ºC, presionándolo simultáneamente. El
ancho normal del solape es de 4 cm.
3- PRESENTACION STANDARD
En rollos de: 21 m2..................Espesor
Total: 1,8 mm
4- PRODUCTOS COMPLEMENTARIOS
- En cubiertas, para la construcción de solados desmontables, es
especialmente indicado el empleo de Placas HEY'DI (apoyos plásticos para
losetas).
- Asfalto oxidado, en panes 85/25 ó 100/15, según corresponda.
5- FORMA DE ESPECIFICACION EN CUBIERTAS
La impermeabilización se ejecutará con membranas plásticas preformadas, que
cumplirán con las siguientes características:
Estructura de la membrana
La membrana estará constituída por una mezcla de un copolímero -acrilato
butílico y etileno con bitumen de especiales características, el cual será
revestido durante su manufactura con un film de polietileno de 30 micrones
en la cara superior y por un velo de vidrio de 50 g/m2 como armadura, en la
parte central.
. Peso: 1,800 kg/m² aprox.
Espesor Total: 1,8 mm.
Método de unión de bandas
La unión entre bandas se efectuará exclusivamente por soldadura
termoplástica, empleando aparatos manuales o automáticos generadores de aire
caliente, y presionando simultáneamente con rodillos de caucho de siliconas.
No se admitirán otros métodos de unión, como por ejemplo: soldaduras con
sopletes de llama abierta, por hinchamiento, con adhesivos, etc., aún siendo
éstos constituídos por el mismo material de la membrana en estado de fusión.
Durante la operación de soldado debe comprobarse que la temperatura del aire
caliente y la velocidad de desplazamiento del aparato sean los adecuados
para lograr la perfecta fusión de ambos bordes a unir, a lo largo de todas
las juntas. Para determinar prácticamente el cumplimiento de tal estado, al
presionar con el rodillo el borde de la membrana superior en el momento de
la soldadura, deberá formarse un pequeño cordón de material fundido junto al
mismo
En todos los casos al finalizar los trabajos debe efectuarse una prueba (en
las membranas con geotextil expuesto antes de aplicar la pintura de
terminación). En la medida de lo posible es conveniente probar por sectores
a los efectos de localizar más fácilmente eventuales fallas, sobre todo en
cubiertas de grandes dimensiones.
Para tal fin se taparán los desagües y se inundará la cubierta con una
altura de agua de 10 cm durante un lapso de 24 a 48 hs. durante el cual
quedará una guardia que procederá a destaparlos en caso de producirse una
emergencia. Una vez finalizada la prueba, debe descargarse lentamente el
agua, para que no se produzcan desbordes en otros puntos de la instalación.
|